

带压开孔机的滚珠丝杠保养方法
滚珠丝杠是带压开孔机进刀及辅助进刀总成的关键部件之一,它的好坏直接影响带压开孔机的工作效率和进刀精度。因此,做好丝杠保养工作,使你的设备维护工作事半功倍。下面就简要介绍一下保养的方法: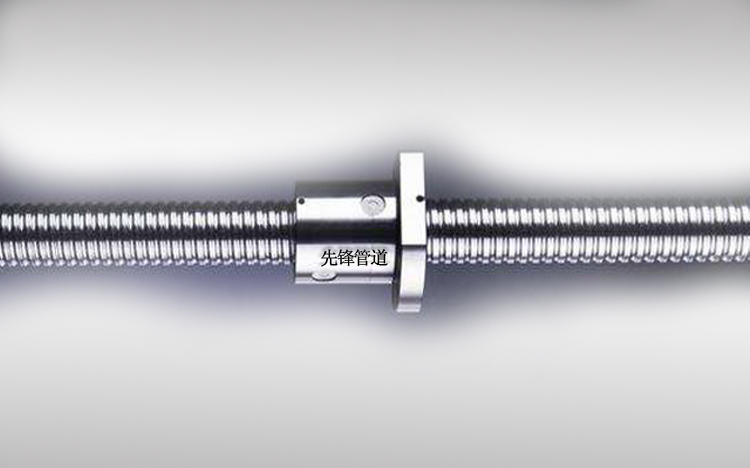
1.滚珠丝杠副的保养
滚珠丝杠副可用润滑来提高带压开孔机进刀总成的耐磨性及传动效率。润滑剂分为润滑油及润滑脂两大类。润滑油用机油、90~180号透平油或140号主轴油。润滑脂可采用锂基油脂。润滑脂加在带压开孔机的进刀丝杠螺纹滚道和安装螺母的壳体空间内,而润滑油通过壳体上的油孔注入螺母空间内。
带压开孔机所用的滚珠丝杠副和其它滚动摩擦的传动元件,只要避免磨料微粒及化学活性物质进入,就可以认为这些元件几乎是不产生磨损的情况下工作的。但如果在滚道上落入脏物,或使用肮脏的润滑油,不仅会妨碍滚珠的正常运转,而且会使带压开孔机的进刀总成发生的磨损急剧增加。
通常XJ-ZYDN50-200带压开孔机的进刀总成丝杠是采用毛毡圈对螺母副进行密封,毛毡圈的厚度为螺距的2~3倍,而且内孔做成螺纹的形状,使之紧密地包住丝杠,并装入螺母或套筒两端的槽孔内。
密封圈除了采用柔软的毛毡之外,还可以采用耐油橡胶或尼龙材料(如带压开孔机XJ-ZYDN800-1200)。由于密封圈和丝杠直接接触,因此防尘效果较好,但也增加了滚珠丝杠螺母副的摩擦阻力矩。
为了避免这种摩擦阻力矩,可以采用由较硬塑料制成的非接触式迷宫密封圈,内孔做成与丝杠螺纹滚道相反的形状,并留有一定的间隙。
对于暴露在外面的丝杠,一般采用螺旋刚带、伸缩套筒、锥形套筒以及折叠式塑料或人造革等形式的防护罩,以防止尘埃和磨粒粘附到丝杠表面。除与导轨的防护罩相似外,这几种防护罩一端连接在滚珠螺母的端面,另一端固定在滚珠丝杠的支承座上。这样就可以更加的牢固了。
2.滚珠丝杠噪音大的解决办法:
2.1松开并旋出带压开孔进刀总成螺母两端的防尘密封圈,在螺母注油孔注入黏度低于ISO32的润滑油(黏度越低越好)来清洗螺母,在有效行程内往复行走数次,感觉是否带压开孔机的进刀总成是否轻盈和运行平稳。然后再注入黏度介于ISO32~68之间的润滑油或润滑脂,往复行走数次。
2.2以上方法没有解决问题,那么接下来清洁并观察带压开孔机进刀总成螺杆滚道是否有损伤,如没有损伤可拆卸螺母,首先用空心套(如果没有可以车制一个外径略小于螺杆小径,内径略大于轴端外径的空心套)套在轴端,然后慢慢旋出螺母,查看螺母滚珠循环圈两端有无损伤,如果没有,卸出滚珠(警告:若无经验,不推荐尝试),全面检查螺母内部滚道有无损伤。
2.3重新检测和安装滚珠丝杠与导向件的平行度以及丝杠端部轴承的安装情况和两端轴承安装轴承端的同心度,用校直机校直螺杆,若噪音依旧,执行第4步骤。
2.4为了判别拆卸下来的带压开孔机进刀总成滚珠丝杠轴承能否还能使用,要在滚珠丝杠轴承洗洁净后检查。检查滚道面、滚动面、配合面的状态、坚持架的磨损状况、轴承游隙的增加及有无尺寸精度降落的损伤,异常。
拆卸下进刀总成的滚珠丝杠轴承检修时,首先记录轴承外观,确认润滑剂的残存量,取样检查用的润滑剂之后,洗轴承。作为清洗剂,普通使用汽油、煤油。
拆下来的轴承的清洗,分粗清洗和细精洗,分别在容器中,先放上金属的网垫底,使轴承不直接接触容器的脏物。粗清洗时,如果使轴承带着脏物旋转,会损伤轴承滚动面,应该加以注意。在粗清洗油中,使用刷子清除去润滑脂、粘着物,大致干净后,转入精洗。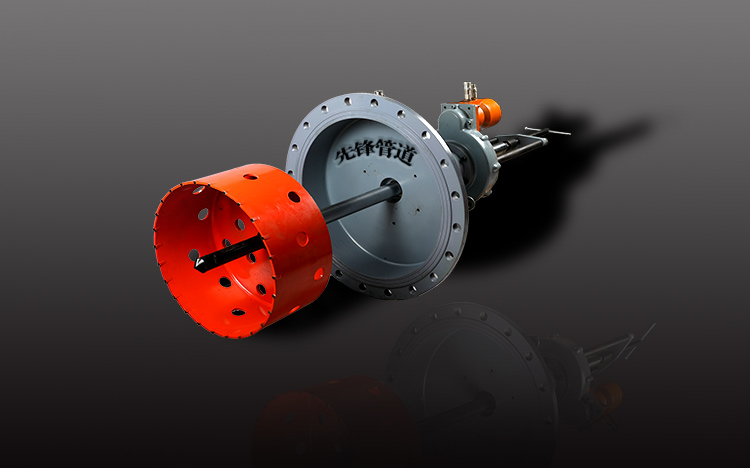
总之,带压开孔机的进刀总成丝杠是带压开孔机进刀速度及切削精度的重要部件之一,平时注意保养,有利于保证带压开孔机在进行工程施工顺利进行。进行必要的防护,也可以减少设备故障率,提高劳动生产率。
天津市先锋管道工程机械有限公司 企业地址:天津市北辰区西堤头镇福康路16号内6号-1 | 
在线商城 |