

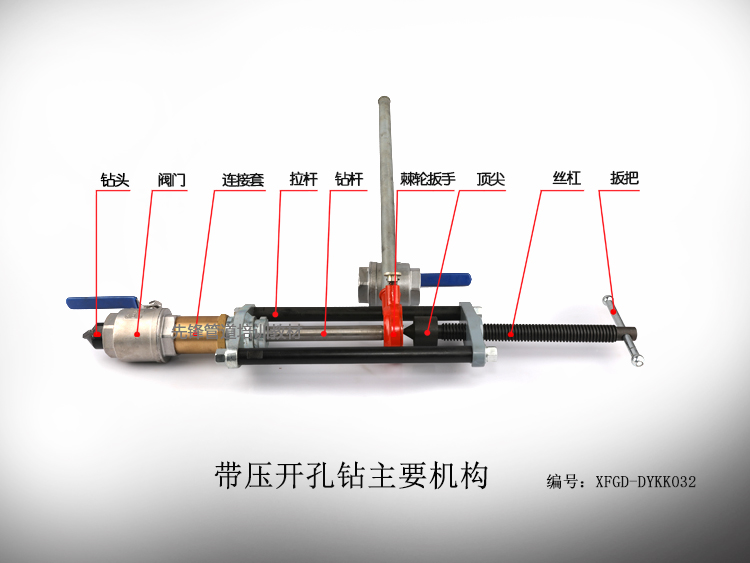
带压开孔钻头工作原理
带压开孔机是指在役管道新建支线或管道抢修时,在不停止管道输送的前提下,运用带压开孔技术给新建支线或抢修管道封堵分流的措施。它是一种安全、环保、经济、高效的在役管线维抢修技术,适用于水、原油、成品油、化工介质、天然气等多种介质管线的正常维修改造和突发事故的抢修(如带压抢修、更换腐蚀管段、加装装置、分输改造等作业)。
被开管道的直径越大,对于带压开孔作业施工时难度越是有所提升。当新建管道和原管道的直径比达到1:6以上时,带压开孔作业的施工难度系数提升0.8倍。以手动钻DN50规格以下带压开孔为例,其对原管道通径大于300以上管道开孔时,与深孔加工的工作环境相类似,但工况条件要比深孔加工面临更加严峻的考验。
以上工程事例中可以看出,手动带压开孔钻的钻头与深孔加工钻头相类似。简单的说就是以钻头为主在管道壁上加工的孔都是开孔钻进行的钻削加工,有一定直经,深度,精度的圆形孔工艺,特点就是设备携带快捷,不需要额外的动力设备,但相对于深孔加工存在着排削相对困难,管道未钻透时冷却条件差,开孔钻头磨损较快等许多问题需要解决。
带压开孔钻头的钻削加工是指用钻头旋进并附加以管道壁压力来钻孔的方法,钻削刀具与管道壁作旋转运动并轴向进给运动。
钻头绕轴心所作的旋转,也就是切下管道壁切屑的运动称为主运动。钻头对着管道所作的直线前进运动称为进给运动。
目前,先锋管道对于DN50以下的钻头主要有麻花钻和中心深孔钻头。麻花钻头是最为常用的一种钻头,下面简要介绍麻花钻的组成及切削角度。
1.麻花钻主要由柄部、颈部和工作部分组成,其结构见下图:

1.1柄部:钻头的柄部是与手动开孔钻的连接部分,钻孔时用来传递所需的转矩和轴向力。柄部一般分为圆柱形和圆锥形。先锋管道DN40-50钻头是圆柱丝扣,用于与钻杆连接。
1.2颈部:钻头的颈部为加工钻头的承力点,加工后用来预留商标和规格的部分。
1.3工作部分:手动开孔钻头的工作部分是由切削部分和导向部分组成。切削部分由两条主切削刃、一条横刃、两个前刀面和两个后刀面组成。如下图所示。
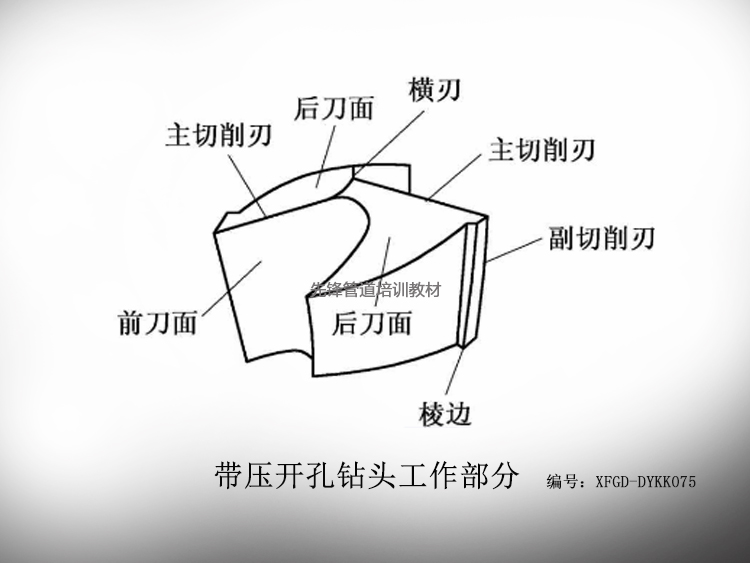
其作用主要是切削管道壁。
而导向部分有两䅇螺旋槽和两条窄的螺旋形棱边与螺旋槽表面相交成两条棱刃(副切削刃)。导向部分的作用是在切削管道壁的过程中,使钻头保持正直的钻削方向并起到修光管道孔壁的作用。通过螺旋槽排屑和输送冷切削液(一般为水,有特殊要求的化工管道不加冷却水,防止水与其它物质化学反应),导向部分还是切削部分的后备部分。
带压开孔施工作业时,应当确保钻头的排屑正常和定期清孔动作。在对管道进行开孔时,操作带压开孔设备的机械工人钻孔到先锋管道规定的数值时(与钻头直径相关,需要详细数据可来电询问并可以定制适合专项工程的钻头),需要进行管道壁的钻孔清理,即用外部冷却液冲洗,以清除切屑。尽管开孔很费时间,但这总比另一种情况更好。如果你在一个管壁进行开孔的过程中折断了一个小钻头或套刀硬质合金的碎屑掉入管壁孔中,那么你可能将面临重新选择带压开孔位置另行开孔,报废了一个价值数千元阀门的危险。
先锋管道生产的刀具在产品样本中,提供了切削刀具数据的详细清单,这些规格必须准确遵守。哪种刀具是最适宜对哪一种管道材料进行带压开孔的刀具,这些刀具包括:镶刃钻头、硬质合金或高速钢钻头、焊接钻头、小螺旋角(12°螺旋角)麻花钻或标准35°螺旋角麻花钻头。例如,小螺旋角麻花钻通常适用于特别硬的材料,也适用于那些加工时发粘的材料,如钛等。
最后,带压开孔钻的钻头旋紧的刚性也是在提高管道开孔时钻头钻削效率中的一个特别重要的因素。如果钻头夹紧不好,将会导致带压开孔钻的钻头在管道壁钻孔的表面质量差、震颤以及许多其他问题,甚至会造成钻头报废。
天津市先锋管道工程机械有限公司 企业地址:天津市北辰区西堤头镇福康路16号内6号-1 | 
在线商城 |