

带压开孔阀门失效分析之阀杆因素
带压开孔阀门是指在带压开孔工程施工作业中使用的能够有效地在开孔前与带压开孔机底座形成密封腔体,具有较强的管道运行压力承受力,并在带压开孔后能够顺利关闭阀门退出钻体所使用的阀门总称。
而阀门是在流体系统中,用来控制流体的方向、压力、流量的装置,是使配管和设备内的介质(液体、气体、粉末)流动或停止并能控制其流量的装置。
阀杆是阀门重要部件,用于传动,上接执行机构或者手柄,下面直接带动阀芯移动或转动,以实现阀门开关或者调节作用。
阀杆是用来启、闭关闭件,并传递密封力的,阀门的启、闭动作通过动力装置、阀杆和阀杆螺母来实现。阀杆除承受轴向力外,还承受传动机构的转矩,它的受力情况比较复杂。
阀杆是轴类零件,其长度大于直径。一般是由外圆柱面、外螺纹、外圆锥面及外四方面组成。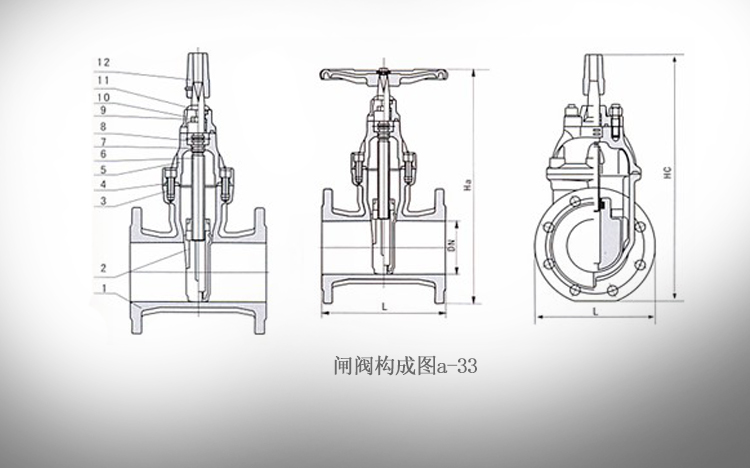
阀杆有一个粗糙度要求很高的外圆柱表面。阀杆的外圆柱表面与填料紧密接触,为使阀杆在旋转或轴向运动时不致划伤填料,并保证它与填料间的密封,其外圆柱面的粗糙度要求高,一般为Ra3.2~0.8um.
除球阀等个别阀门的阀杆外,绝大部分阀杆均有外螺纹。外螺纹用来把动力装置或传动装置的旋转运动转换为阀杆的轴向运动,以实现阀门的开启与关闭。为了能承受较大的轴向载荷,阀杆通常采用单头标准梯形螺纹。
阀杆外圆的直径精度一般为11级,表面粗糙度为Ra3.2~0.8um。螺纹精度为7~9级,表面精糙度为Ra6.3~3.2um.。密封锥面的表面粗糙度为Ra3.2~0.4um。
阀杆的轴心线直线在全长上不应超过外圆直径公差的1/2。外圆柱的锥度在每100mm长度上不得大于0.015mm。螺纹、密封锥面对外圆柱的同轴度一般不超过外圆柱直径公差的1/2。
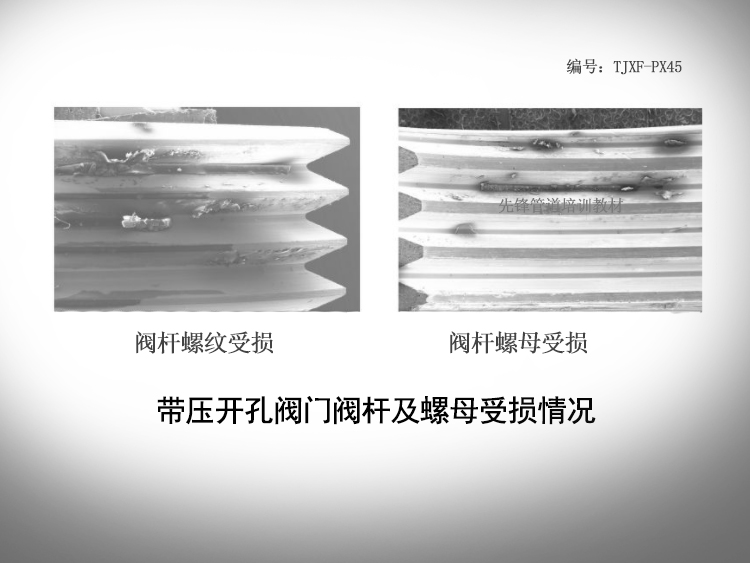
1.阀杆与阀杆螺母咬死现象
在一次的带压开孔阀门失效的事件进行分析,发现阀门阀杆与阀杆螺母咬死情况的出现。
通过对阀门阀杆螺纹接头和螺母的螺纹表面形貌观察后得知,阀杆螺纹阀杆螺母的螺纹表面材料发生了黏着现象。拆卸阀门后,使用外力机械强力分开后观察,阀杆螺纹表面材料发生了明显的磨损、撕脱和材料转移现象。这表明螺纹、螺母的螺纹接触表面发生了固相黏着。而这两个零件表面材料发生了转移,即两者表面发生了黏着磨损。
1.1从黏着磨损产生的机理分析后得出了结论:两个相对滑动的表面在摩擦力的作用下,表面层发生塑性变形,使新鲜金属表面裸露出来,由于分子力的作用使两个表面发生焊合,如果外力能克服焊合点的结合力,相对滑动的阀杆表面可以继续转动;若剪切力发生在原来的接触表面上,就不会发生磨损。
1.2若剪切力发生在强度较低的金属一方,则强度较高的材料表面上将粘附较软零件的金属碎屑,如此继续摩擦下去,一部分转移的材料会因硬化、疲劳、氧化或其他原因而脱离出来,成为游离的磨屑,造成零件表面的耗失,形成黏着磨损。
1.3本次分析的阀杆螺纹和螺母的螺纹发生咬死,属损坏程度最严重的一类黏着磨损,当黏着强度比两个摩擦副基体金属剪切强度大得多时,剪切将发生在摩擦副金属较深处,表面将沿滑动方向呈明显的撕脱,出现严重磨损,滑动继续进行,黏着范围很快增大,摩擦产生的热量使表面温度剧增,极易出现局部熔焊,使摩擦副咬死,不能相对滑动。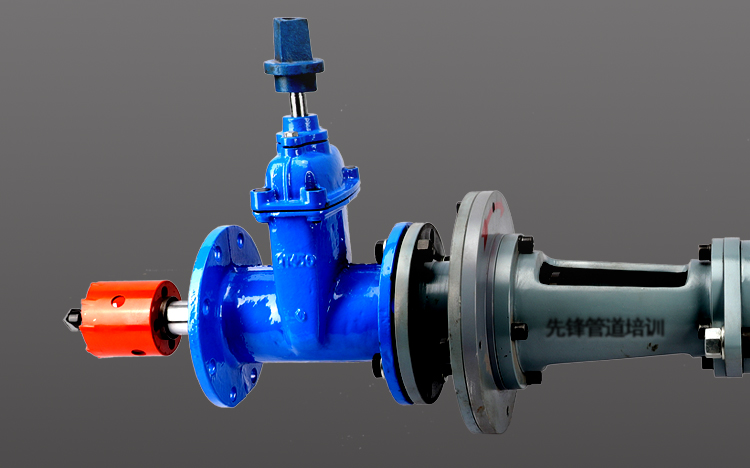
2.带压开孔阀门失效的解决方法:
2.1阀门选择要进行测试和疲劳测试
带压开孔阀门选择要进行测试和疲劳测试才能进行入库和进行带压开孔工程施工作业。要注意阀门阀杆的检验以及生产商所提供的阀杆及螺母材料。
材料的塑性越大,抵抗黏着磨损的能力越弱,互溶性大的材料所组成的摩擦副黏着倾向大。尽量选用阀杆和螺母不为同一种材料的阀门。相同的材质,其硬度、塑性、韧性相同,符合发生黏着磨损的条件。
2.2阀杆及螺母不要选用铸造材质。铸造材料具有气孔、疏松等缺陷,在长时间使用后,阀杆容易被腐蚀,并且存在着断裂的风险。
2.3组装时应及时检验螺纹副间隙
螺纹副配合间隙过小会使螺纹副间的摩擦接触面积增大,螺纹面间的摩擦力增大,同时过小的配合间隙会降低螺纹副间容纳多余物以及螺纹变形的能力。
天津市先锋管道工程机械有限公司 企业地址:天津市北辰区西堤头镇福康路16号内6号-1 | 
在线商城 |