

管道切割时切削力与效率的关系
在管道切割工程施工作业时,由于管道材质的不同,因此所选用的切管机刀片也有所不同。例如切割球墨铸铁管道时,使用液压切管机XJQG-1型并使用普通刀片XJDP-01即可;切割L系列(美标X系列)合金及不锈钢管道时应使用XJDX-03型刀片。
尤其是进行管道防爆切割作业时更加明显。由于在机械冷切割(无火花切割)领域中,压强数值越大(P=F/S),越容易使刀尖及刀片刃入管道表面,切割所产生的热量越少,切割时产生的切割碎屑越小。
在相同的切管机设备及液压泵站动力设备配套使用的条件下,根据以上公式可以得出,力与面积是压强的重要两个因素,即管道切削力F与切削时的面积之比。因此,进行管道切割时,F恒定的情况下,切削面越小,所获得的压强越大。
刀片在进行制造时,不可能将面积做得很小,主要原因是因为锻造的刀具在切削管道时也要承受管道的反作用力,这种力对刀具也有很大的破坏作用。因此,刀具除了要有一定的硬度外还要有一定的韧性来保持刀具不发生变形和折断。下面就简要分析一下切管机刀片在进行管道切割时切削力及相应的受力情况:
1.切削力及合力
1.1研究管道切割的切削力,对进一步弄清管道切削机理,对计算功率消耗,对刀具、切管机、切管机刀片的设计都具有非常重要的意义。金属管道进行切削时,刀具切进管道,使管道表面金属发生变形并成为切屑所需的力,称为切削力。其中切削力的主要来源在以下3个方面: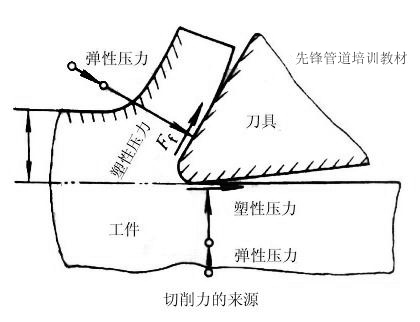
a.克服管道表面被切削时对弹性变形的抗力;
b.克服管道表面被切削时对塑性变形的抗力;
c.克服切屑对前刀面的摩擦力和刀具后刀面对过渡表面、管道在切割后切管机刀片表面因抗拒切割向力与管道壁之间所形成的摩擦力。
1.2切削合力及分解
它们的合力Fr作用在前刀面上近切削刃处。为了便于分析切削力在管道切削时的作用和丈量、计算切削力的大小,通常将合力Fr,在按主运动速度方向、切深方向和进给方向作的空间直角坐标轴z、y、x上分解成三个为相互垂直的Fz、Fy和Fx三个分力。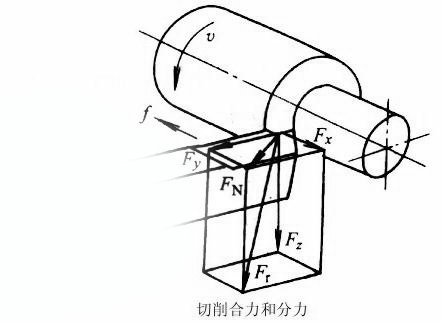
a.主切削力Fz(切向力):主运动切削速度方向的分力。
Fz是切管机进行管道切割时最大的一个分力,它消耗了切管机切削总功率的95%左右,是设计与使用刀具的主要依据,并用于验算切管机、切管机刀片、切割主轴等主要零部件的强度和刚度以及液压马达的标称功率。
b.切管机的切深抗力Fy(径向力):切深方向的分力。
Fy不消耗切管机的功率,但在切管机主轴、切管机链条捆进度、切管机刀片所组成的管道切割系统刚性不足时,造成切管机在进行管道切割时振动的主要因素。
c.切管机的进给抗力Fx(轴向力)
Fx消耗了总功率5%左右,它是验算切管机绕管道自动爬行的进给系统主要零、部件强度和刚性的依据。
F=(Fxy2+fz2)1/2=(fx2+fy2+fz2)1/2,其中,Fy=FxycosKr , Fx=Fxy sin Kr
注:在切管机切削管道表面时,上述分力亦称为:Fr——切向力、Fy——径向力、Fx——轴向力。
2.管道切割时切削力公式
在进行管道切割过程中使用防爆切管机时,我们已经积累了大量的切削力实验数据,对于一般管道切割方法,如直切、悬切等方法已建立起了可直接利用的经验公式。
在进行管道切割测力实验的方法有单因素法和多因素法,通常采用单因素法:即固定其它实验条件,在管道切削时分别改变背吃刀量ap和进给量f,并从测力仪上读出对应切削力数值,然后经过数据整理求出它们之间的函数关系式。
通过切削力实验建立的车削力实验公式,其一般形式为:
Fz=Cfz ap2fz*ƒyfzkfz
其中,CFz是指影响系数,它的大小与实验条件有关;
XfZ是指背吃刀量ap对管道切削力影响指数;
Yfz是指进给量ƒ对切削力影响指数;
Kfz是指计算条件与实验条件不同时对切削力的修正系数。
管道切割时的切削力实验公式是在特定的实验条件下求出来的。在实际计算切管机的切削力时,假如切削条件与实验条件不符,需乘一个修正系数KF,它是包括了很多因素的修正系数乘积。修正系数也是用实验方法求出。
总之,在管道切割作业过程中,遇到的诸如管道材质,配套的液压泵站以及切管机刀片、液压马达功率等很多因素的影响,其切割的效果也不尽相同。理论计算的数值仅为提供管道切割时力学分析及热学分析的主要思路,希望在实际的管道切割作业按照参数进行理论与实践相结合,并有效率地完成管道切割施工作业。
关注“天津先锋带压开孔”百家号,可在下方留言将管道切割工程的其它问题可一起研究和探讨。
参考文献:
1.《先锋管道切割作业流程》TJXFGD-QG-03 20190905版;
2. 切削力的理论公式[J]. 天津商学院学报, 1991, 011(003):22-28.
3. 金东燮. 切削过程中应力和切削力的研究[J]. 哈尔滨理工大学学报, 1980(00):100-109.
4.张耀良, 杨明, 刘锡录,等. 金属切削加工中切削力计算的量纲分析法[J]. 哈尔滨科学技术大学学报, 1992.
天津市先锋管道工程机械有限公司 企业地址:天津市北辰区西堤头镇福康路16-1 | 
在线商城 |