

防爆切割机主轴弯曲对管道切割的影响
管道防爆切割机是依据机械冷切割的作业方式对石油及燃气管道进行坡口切割的主要设备,因其切割温度较低(80摄氏度),无火花、无静电、切割与坡口一次完成等优点被管道抢修及破拆队伍广泛采用。
受益于链条环绕管道和自主爬行的设计,可实现无人自动断管与坡口切割。其坡口与切割作业主轴在管道防爆切割作业中受力较大且要求0.5mm切割精度,因此在防爆切割机工作200小时后查看主轴并添加润滑油脂,确保防爆切割机的主轴进行定期保养与维护。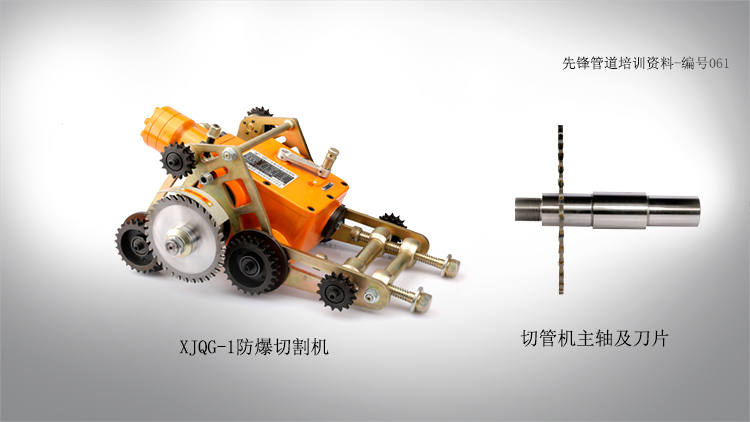
1.管道防爆切割机主轴检查步骤
拆下防爆切割机正面上方的离合器扳手,使之与离合器轴分离。使用T25型或T30十字螺丝刀打开防爆切割机分列四角的十字螺丝,拆掉盖板。此时要注意按照《先锋管道切割设备维护规程》中规定的方法进行维修和保养。同时,拆掉盖板后要注意离合器铜块拨片的位置,将盖板反向放置于作业台上。
1.1此时应使用压钳夹动主轴上下动作,查看防爆切割机在静止状态下主轴是否存在松动现象;使用压钳夹住主轴向内外拔动,是否存在运动间隙;并同时查看主轴销是否在原位且能正常工作。
1.2此时将高压胶管与液压防爆切割机相连,打开液压泵站并推送液压动力,使液压防爆切割机液压马达驱动主轴运转。
1.3液压马达带动主轴运转后,是否存在异响情况,目的是探测主轴轴承是否因受力过大或受力不均而导致轴承损坏。
1.4使用花枝或螺丝刀尖端抵住主轴,测量防爆切割机主轴在正常运转下主轴是否存在跳动现象。如果跳动超过0.1mm时,应更换主轴和轴承。
1.5查看防爆切管机主动力轮与从动轮的磨损情况,在正常的7.5r/S及13r/S的不同转速下是否存在咬合异响和响声频率异常情况。
此时,主轴及主轴上的齿轮检测工作完成,需要更换部件时,应及时主管说明主轴的维修情况,并由主管与客户进行沟通和联系维修保养事宜。
2.主轴是防爆切割机重要切割部件,承受着管道切割及坡口作业时管道对防爆切割机的反作力。因此,主轴是检修和保养的重要项目之一。如果主轴因受力过大或在运输过程力受外力挤压和撞击,很容易引起主轴的变形。防爆切割机主轴变形不仅会影响防爆切割机的切割精度,还会使切割刀片及坡口刀片加剧磨损并影响刀片的使用寿命。
2.1主轴弯曲点在切割刀片和坡口刀片端,则会引起:
a.切割刀片在主轴弯曲的情况下作业,使刀片切割时入角发生变化。主切削角度增大,会增大管道切割时的阻力并使刀片进入管道壁时发生偏移,使刀片合金刀头崩断失去切割锐度。而离去角也相应增大,使正常切割后的铁屑无法正常排出,造成排屑困难。这一现象更加剧了刀片的偏离程度,从而使切割速度和效率受到较大的影响。
b.坡口刀在主轴弯曲的情况进行坡口作业时,由于主轴的跳动或偏离使刀片坡口的受力面积忽大忽小,造成坡口作业状态不稳定,受力不均匀,进一步影响坡口的幅度及光滑度。
2.2主轴的弯曲也会引起主驱动轮与从动齿轮咬合受力不均匀,使齿轮啮合时管道切割的反作用力齿与齿之间的配合时大时小,齿轮在运行一段时间后,容易造成齿轮磨损加剧和切齿的现象。
2.3主轴的弯曲也会引起主轴上的主轴轴承受力不均匀,使轴承在运行过程中受到比正常工作状态下多出1.5-3倍的力矩来承压。
Qi=KδC
ai=arctg{(A0sina0+δa)/(A0cosa0+δc)}
式中K为Herhz理论确定的刚度系数,得出轴承滚珠在弯曲最大值所受力情况,因此轴承的滚珠受力过大,会使滚珠表面受热及出现滑动摩擦,影响其圆度和滚动角度,造成轴承的使用寿命也会大大减小。
2.4主轴的弯曲还会影响防爆切割机机箱承柱受力过大,使主轴承柱受到不同方向的力的影响。运行时间较长的情况下造成金属疲劳使机箱主轴承柱出现裂纹,甚至造成机箱的破裂与损坏。
因此,管道防爆切割机的主机应当进行定期维护与保养作业,尤其是在其进行管道防爆切割作业中确保主轴切削用力均匀,避免出现夹刀、卡刀及运输过程中受到外力的挤压和碰撞。这样才能使防爆切割机在切割石油燃气管道时切割通畅并顺利地完成管道切割任务。
参考文献:
1. [1]张晓红,魏永刚. 主轴制造加工工艺流程研究[J]. 湖南农机:学术版(6期):105-106.
2. [1]宋越超. 机床主轴加工工艺过程分析[J]. 中国科技博览, 2016(6):1.
3. [1]张芸, 李宏柏, 冯庆莲,等. 35CrMo钢主轴热处理工艺的改进[J]. 金属加工:热加工, 2013(19):2.
4.《先锋管道切割设备维护规程》
天津市先锋管道工程机械有限公司 企业地址:天津市北辰区西堤头镇福康路16-1 | 
在线商城 |