

设备生产中攻丝和套扣方法
带压开孔设备生产中攻丝和套扣方法
1攻丝
1.1定义:利用丝锥在圆柱孔内表面上加工出内螺纹的操作。在工件预制孔壁内攻出内螺纹的加工。
1.2攻丝的分类:手动攻丝和设备攻丝
1.3手动攻丝工具:手动丝锥 手动丝锥绞手
1.4手动丝锥分为 一攻丝锥前端导向区倒角比较大,容易进入孔里。二攻和三攻的倒角逐渐减小。
1.5机用丝锥 机用丝锥只有很小的导向区。材料要比手动丝锥更好一些,一般为高速钢。
1.6丝锥的构造分为工作部分和柄部。工作部分又分为导向部分和切削部分、校正部分。其中工作部分有排屑输送冷却液槽,一直延伸至柄部。柄部的末端有手用丝锥绞手工具的方柱体称为方棒或端方,用于传递扭矩。 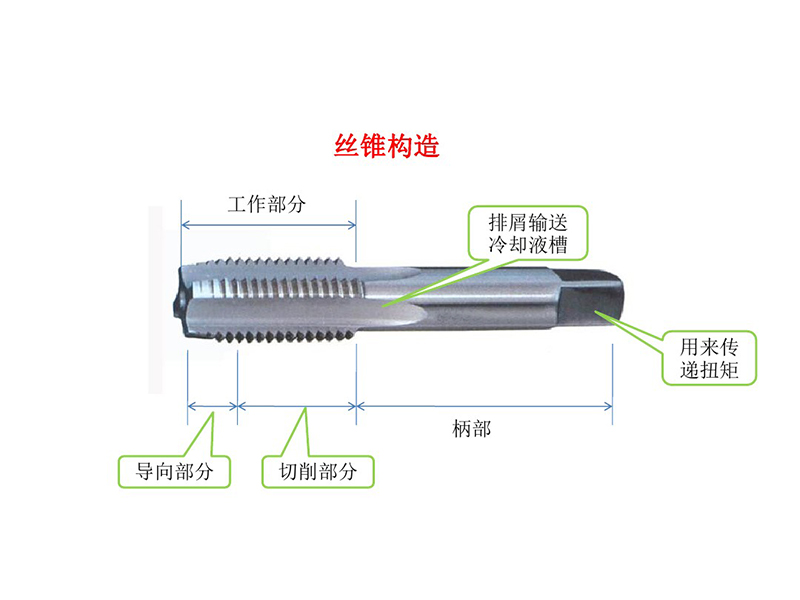
1.7攻丝前螺纹低孔直径和深度的确定:
常用公制螺纹底孔直径的经验计算公式为
钢材及韧性金属:D=d-t
铸铁及脆性金属:D=d-1.1t
式中D-底孔直径(钻孔直径),单位mm
d-螺纹外径(公称直径),单位mm
t-螺距,单位mm
考虑到锥孔深度:
钻孔深度=需要螺纹深度+0.7d
1.8攻丝的方法
1.8.1工件上螺纹底孔的孔口要倒角,通孔螺纹两端都要倒角。
1.8.2工作装夹位置要正确,尽量使螺纹孔中心线置于水平或竖直位置,使攻丝时容易判断丝锥轴线是否垂直于工件的平面。
1.8.3在攻丝开始时,要尽量把丝锥放正,然后对丝锥加压力并转动绞手,当切入1-2圈时,仔细检查和校正丝锥的位置。一般切入3-4圈螺纹时,丝锥位置应正确无误。以后,只须转动绞手,而不应再对丝锥加压力,否则螺纹牙形被破坏。
1.8.4攻丝时,每扳转绞手3/4圈,就应倒转约1/4圈,使切屑碎断后容易排出,并可减少切削刃因粘屑而使丝锥轧住现象。
1.8.5攻不通孔时,要经常退出丝锥,排除孔中的切屑。
1.8.6攻塑性材料的螺孔时,要加润滑冷却液。对于钢料,一般用机油或浓度较大的乳化液,要求较高的可用菜油或二硫化钼等。对于不锈钢,可用30号机油或硫化油。其它材质所用冷却液和润滑物质请详见《天津先锋管道设备加工规范》TJXF-SC-003
1.8.7攻丝过程中换用后一支丝锥时,要用手先旋入已攻出的螺纹中,至不能再旋进时,然后用绞手扳转。在末锥攻完退出时,也要避免快速转动绞手,最好用手旋出,以保证已攻好的螺纹质量不受影响。
2、套丝
2.1定义:利用原板牙在圆柱体的外表面上加工出外螺纹的操作称为套丝。
2.2材质:碳素工具钢或高速钢经淬火硬化
2.3套丝的工具:板牙和板牙架
2.4板牙的组成:切削部分,定径部分(校准部分),排屑孔
2.5待加工圆杆直径的确定:
工作直径一般比螺纹外径小0.1~0.3mm
也可用经验公式计算:
工件直径=d-0.13t
式中 d-螺纹外径(公称直径)mm
t-螺距mm
硬性材料比韧性材料直径稍大些,以防因圆杆直径大而造成板牙碎裂。
2.6套扣的方法
2.6.1确定合适直径的圆杆,并把端部倒角为15度或40度,以便起削,否则,会造成套扣歪斜。
2.6.2将圆杆用软铁垫好一起夹正,夹牢。
2.6.3套扣时板牙端面与圆杆中心线垂直,两手顺时针均匀旋转并加压力(逆时针旋转时,套出的螺纹为左旋螺纹)。当切出几扣螺纹时,就不需要压力,只旋转板牙架即可套扣,每转1-2圈后反转1/4圈。以便断屑。
2.6.4为了延长板牙的使用寿命,提高螺纹的质量,套扣时也应适当加润滑液。

天津市先锋管道工程机械有限公司 企业地址:天津市北辰区西堤头镇福康路16号内6号-1 | 
在线商城 |